Insights
How advances in extrusion technology can transform insulated wire
Typically, when thinking of insulated wire, the thought that comes to mind for many engineers will be a simple round conductor with a concentric round insulating layer. Perhaps more specifically, one may be envisioning a classic enameled magnet wire (Figure 1), produced from a solvent cast coating system in which the wire is first coated, typically in polyimide, and then cured.
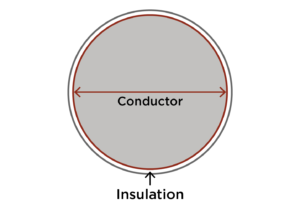 Figure 1: Typical Concentric Enamel Coated Wire
Figure 1: Typical Concentric Enamel Coated Wire
While this solvent cast manufacturing process is relatively straightforward and easy to understand, it does have drawbacks, namely that it only allows for a uniform coating of the conductor. In more ways than one, this uniform layer of insulation can present a critical challenge for engineers when advanced applications require complex windings, such as in high voltage electric motors; or when the insulated wire is in an abrasion-sensitive environment, such as critical wire assemblies found throughout many aerospace and military vehicles.
Thankfully, advances in materials science and thermoplastic extrusion technology now allow us to move beyond the classical round, square, and rectangular coatings traditionally described in specifications such as NEMA 1000 and IEC 60317. Atypical coatings, such as those that are non-uniform or non-symmetrical, could open a wide range of possibilities for insulated wire and help catapult existing technologies to the next level. In the examples below, we will briefly look at a few scenarios in which non-uniform wire coatings could have a decisive advantage over classic uniform shapes.
Scenario 1: High Aspect Ratio Rectangular Conductor
Our first example of where a non-uniform coating could be advantageous involves edge-wise bending of a high aspect ratio rectangular conductor (Figure 2). Engineers skilled in the art of extrusion can appreciate the difference of length created between the outside and the inside of the curve. In this area of the curve, tensile stretching of a thermoplastic will cause localized thinning, or in the case of a thick polyimide-based enamel, possible cracking, crazing, or delamination.
 Figure 2: High Aspect Ratio Bend
Figure 2: High Aspect Ratio Bend
However, the combination of an extruded profile (Figure 3) and this high aspect ratio conductor could allow for more insulating material to be deposited on the curved edges.
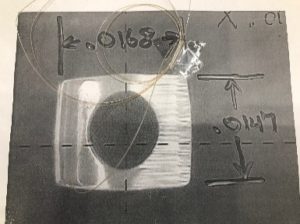 Figure 3: Rectangular Profile
Figure 3: Rectangular Profile
In this profile (Figure 3), a PEEK .015” x .017” rectangle centers the internal lumen to allow for thicker material on the edges. But what if we were to replace the central lumen with a round conductor? What if we replaced it with the high aspect ratio rectangular conductor? This action would result in an asymmetric coating design similar to Figure 4 and would reduce the risk of edge-bending defects and failures.
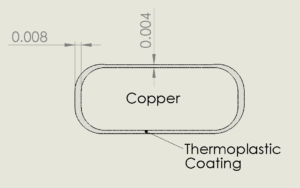 Figure 4: Non-Symmetric Thermoplastic Coating
Figure 4: Non-Symmetric Thermoplastic Coating
Furthermore, if this innovative wire design were used in a high voltage motor winding, we could maintain partial discharge inception performance (PDIV) in this stress-thinned area. Preserving PDIV would also create greater long-term durability and extend the motor’s lifespan.
The typical process for manufacturing such a rectangular cross-section would involve a standard wire processing line with a payoff, tension controls, cross-head screw extruder, necessary heaters and preheaters, cooling tank, and spark/quality monitor. It would also include a take-up unit capable of winding the final package in a neat, orderly fashion.
Specific to the rectangular (or any other) profile in Figure 4, we could use one of many insulation application techniques. Sleeve/jacket coating or pressure coating with a custom rectangular tool to generate the required insulation shape on the extruded profile. For semi-crystalline polymers such as PEEK or derivatives in the ketone family, crystallinity can be manipulated by controlling the cooling rate. If the polymer is reheated above the glass transition temperature (Tg) and allowed to anneal, crystallinity can be maximized.
Although not available without a license, further advanced product designs could incorporate Zeus’ high bond technology combined with a thermoplastic extruded profile made from a PEEK-family resin. This truly unique solution would help mitigate PDIV risk at high voltage in mechanically stressed areas of a motor winding or electrical system.
Scenario 2: Abrasion Resistance and Standoff
In this second example of where a non-uniform wire coating can be advantageous, our symmetrically coated conductor from earlier has found itself designed into a high abrasion environment and needs to have abrasion wear points on the surface. Such an environment would not be uncommon in many automotive or aerospace wire assemblies. However, due to weight factors and flexibility concerns with these applications, one cannot just arbitrarily increase the coating thickness. Instead, abrasion bumps could be added to the conductor by combining thermoplastic profile extrusion and wire coating processes. A typical thermoplastic extruded profile for this design might look similar to Figure 5.
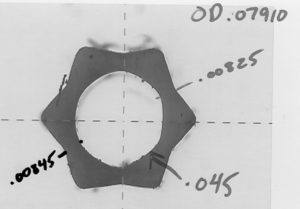 Figure 5: Extruded profile shape
Figure 5: Extruded profile shape
For a wire design, one could combine the profile extrusion with a solid conductor to create a design similar to Figure 6. This design would provide abrasion protection while maintaining flexibility and minimizing weight gain. Such a design could only be achieved through thermoplastic extrusion as typical enamel coating processes would not allow such a non-uniform shape.
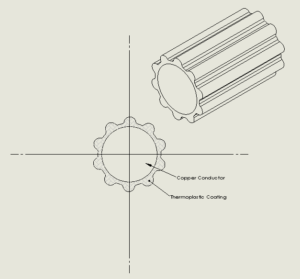 Figure 6: Abrasion Resistant Wire Design
Figure 6: Abrasion Resistant Wire Design
Scenario 3: Medical Anti-Rotation Wire
Certain medical applications offer another exciting example of where non-symmetrical wire coatings can open new doors of opportunity. For example, a non-symmetric coating could be used to prevent the rotation of a component within a lumen. Or conversely, a non-symmetric coating could be used to provide a conductive driveshaft to impart torque onto a device. This latter application could involve a catheter or endoscope also having the ability to conduct an electrical signal simultaneously. In a traditional design, incorporating these capabilities would require multiple channels in the catheter. One channel to transmit a signal, and another to transmit torque.
In this example, a PTFE multi-lumen with a square cross-sectional lumen is made, and there is a desire to insert a wire into the lumen but not allow it to twist relative to the PTFE profile. This design (Figure 7) would use a thermoplastic extruded wire profile as the insert into the PTFE lumen. This design is impossible without thermoplastic extrusion as a typical uniform wire coating would not work effectively. If using a bonded wire technology, significant torque could be imparted to this signal-carrying wire to expand the design options further.
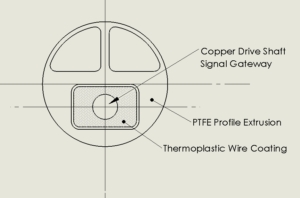 Figure 7: Medical Keyed Wire Extrusion
Figure 7: Medical Keyed Wire Extrusion
Unleashing the Possibilities
Combining thermoplastic extruded profiles and wire insulating technology can open a new, relatively untouched, and exciting field of work. New advances in thermoplastic wire coating pioneered at Zeus, as well as our extensive extruded profile experience, can allow designers to begin thinking about how non-uniform wire coating technology can potentially address limitations currently seen with traditional enameled wire. From catheter construction to motor windings and more, the possibilities are truly endless.